ありがたいことにウイスキーをすきな友人が何人かいて、それをきっかけに学ぶことにしました!
目的
- ジャパニーズウイスキーの作り方の基本を理解する
- ウイスキーの味わい方を理解する
- ウイスキー好きの友人の話を、もっと楽しく聞けるようになる
自省のために何度でも言いますが、お酒の知識を身に着けたからと言って「自慢せず、高ぶらない。礼を失せず、自分の利益を求めず、、、」ですぞ!
ジャパニーズウイスキーの始まり
日本における本格的なウイスキーの製造は、現サントリーの創業者、鳥井 信治郎1が大阪の山崎に蒸留所(サントリー山崎蒸溜所2)を建設した1923年から始まりました。
1. 鳥井信治郎, 1879-1962
鳥井信治郎は、明治12(1879)年に両替商・米穀商の鳥井忠兵衛の次男として大阪に生まれました。
鳥井氏には、大きな夢がありました。
「日本の自然の中で、日本人の繊細な味覚に合った、
日本のウィスキーを作りたい」
1920年代において、国産ウイスキーの生産に手を付けるのは相当な挑戦であり、難事業でした。
鳥井氏は、反対する周囲を説き伏せてウイスキーづくりに乗り出します。
これが日本初の挑戦であったことから、サントリーウイスキーの発展はそのままジャパニーズウイスキーの発展を表すことになります。
- 20歳明治32(1899)年
葡萄酒の製造販売を目的とした鳥井商店を創業
- 27歳明治39(1906)年
鳥井商店を壽屋洋酒店へと改称
- 28歳明治40(1907)年
ウイスキー作りの初期を支えることとなる、甘味葡萄酒「赤玉ポートワイン」の販売開始
- 42歳大正10(1921)年
株式会社壽屋を創業。
この頃から赤玉ポートワインの売上げが国内ワイン市場の60%を占めるまでに成長したため、次なる挑戦への基盤ができる - 44歳大正12(1923)年
日本初のモルトウイスキー蒸留所の建設に着手
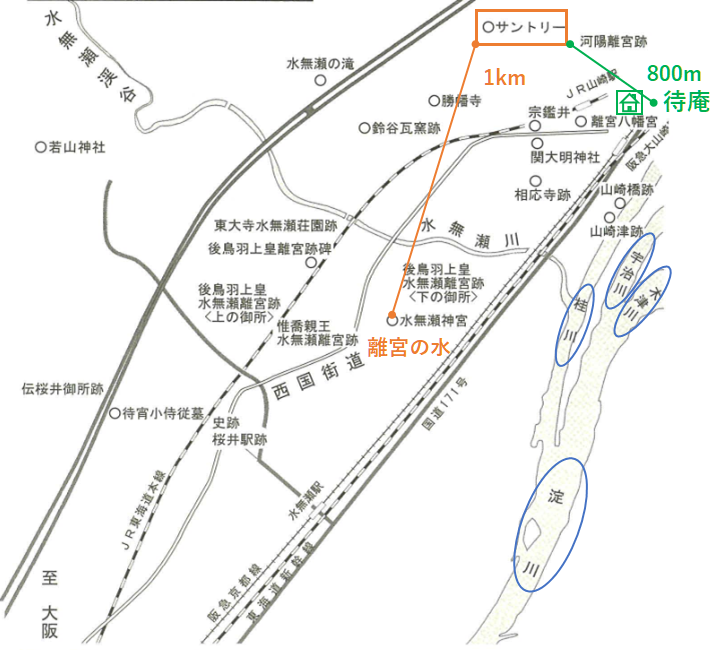
2. 山崎の地を選んだ理由
山崎は大阪府ですが、京都の南西にあり、天王山のふもとの地です。鳥井氏は数ある候補地の中から、この山崎の地を選び出しました。
サントリーのウェブサイトでは、以下の記載がありました。
山崎は万葉の歌にも詠まれた水生野と言われる名水の里です。
名水百選のひとつ「離宮の水」は、今もこんこんと湧きつづけています。
茶人・千利休もこの地の水を愛し、秀吉のために茶室「待庵」を構えたほど。
確かにわかりやすいのですが、ちょっと追記します。
山崎における水生野(又は、みなせ)
山崎は、桂川、宇治川、木津川の参加船が合流した淀川のほど近くにあります。
そのため、かつてこの土地は河川の中継地として船で多くの人が往来する要所でした。
今回、水生野と言われているのは、「水無瀬」のことだと考えられます。
この水無瀬という言葉は、もともと、和歌の中では水が無く瀬が表れている川のことを指しました。
万葉歌をはじめ初期の頃は「水無瀬」を特定の地名としては取り上げず、表に現れない・現せない心を例える歌枕として使用することがありました。
しかし、延暦13(794)年、平安遷都のころから
水生野 = 水無瀬 = 山崎付近の水無瀬川
という認識が定着してきます。
さらに、離宮の水があるのはサントリー山崎蒸留所から約1k離れた水無瀬離宮です。
この水無瀬離宮は、伊勢物語の『伊勢物語』第八十二段【渚の院】が繰り広げられる場所であり、酔った人々が多く登場します。
万葉集に詠まれた山崎
サントリーのウェブサイトには記載がありませんでしたが、万葉集に収められた山崎にある水無瀬川を詠んだ最も古い歌を見つけました。
うらぶれて物は思はじ水無瀬川 ありても水はゆくといふものを (柿本人麻呂)
私は打ちひしがれて落ち込んで、物思いをするということは致しますまい。
水無瀬川であっても、(地下には)水が流れるということですから。
[表に表すことができない恋心を詠んだ歌]
恋にもぞ人は死にする水無瀬川 下ゆ我痩す月に日にけに (笠女郎)
恋の苦しみによって人が死ぬことがあります。目には見えませんが、私は水無瀬川の地下の水のような流れる恋心を持っています。
そして、人知れず私はどんどん痩せ細っていきます。月を重ねて、日を重ねて。
[熱烈だけれど表に出せない恋心を詠んだ歌]
山崎の水おいしーい!という歌ではないので、確かに紹介しないかもしれませんね
万葉集の中でも年代が進むと、みなせを呼んだ歌も数はあるのじゃが、残念ながら水のおいしさは詠んでませんなぁ。
万葉集
7世紀後半から8世紀後半にかけて編纂された、現存する日本最古の歌集。
全20巻からなり、約4500首の歌が収められています。作者層は天皇から農民まで幅広い階層に及び、詠み込まれた土地も東北から九州に至る日本各地に及びます。
参考文献
「新編 日本古典文学全集 6~9 萬葉集」小学館
実際の山崎サントリーウイスキーの仕込み水
事実として、先ほども登場した離宮の水は、大阪府下唯一の日本名水百選に選ばれています。
山崎サントリーウイスキーの仕込み水に使用されるのは、それと同等とされる、清らかで良質な地下水です。
山崎の仕込み水の硬度は90です。中程度の軟水ですが、まろやかだとスタッフの方がおっしゃっていました。
ウイスキーの名産であるスコットランドも地下水を使用していて、軟水が多いそうです。
一方で、アメリカのウイスキーは硬水で仕込むとのこと。いずれにせよ、その水に合わせた方法でのウイスキーづくりが推奨されています。
水の硬度
世界保健機構(WHO)の基準🔗では、硬度による軟水、硬水の区分は以下のとおりです。
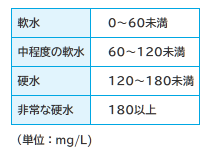
更に日本では、硬度ー100mg/lを軟水、101~300mg/lを中硬水、301mg/l以上を硬水に分けています。
例:
東京の水道水の硬度→60mg/l前後
フランスエビアンの水の硬度→304mg/l
参考文献
「新編 日本古典文学全集 6~9 萬葉集」小学館
試飲の時、硬度を聞く前に味見して、個人としては固い!と思いました
山崎のもう一つの特徴:霧
山崎がウイスキーづくりに適しているといわれる理由の一つに、霧があります。
霧が良く発生する環境、つまり湿度が高い環境でウイスキーをつくると、熟成時の蒸発が比較的ゆっくりになり、それが良いとのことです。
ウイスキーの名産であるスコットランドも霧が発生すると言われています。
後鳥羽院(1180-1239)は、山崎についてこのような歌を残しました。
この歌では、明確に水無瀬川は山崎付近を指していることがわかります。
見渡せば山もとかすむ水無瀬川 夕べは秋と何思ひけん (後鳥羽院, 水郷春望・元久詩歌合)
見渡してみると山のふもとにきりがかかり、その中を流れゆく水無瀬川もいいものである。
清少納言は秋は夕暮れと言ったが、春の夕暮れも情緒があるではないか。
シングルモルトウイスキー作りの流れ
サントリー山崎蒸溜所ではブレンデッドウイスキーや、モルト以外のウイスキーも作っているようでしたが、今回はシングルモルトウイスキーに特化します。
ただでさえ、学ぶときに軸がぶれがちな人間なので、シンプルに!
- STEP1原料を仕込む
- STEP2発酵させる
- STEP3蒸溜する
- STEP4貯蔵する
- STEP5ブレンドする
それぞれ詳しく説明します。
STEP1 原料を仕込む
- 厳選された二条大麦を発芽・乾燥させて麦芽にします。
- 大麦麦芽を細かく砕き、約60~65℃に温めた山崎の仕込み水とともに仕込み槽にいれます。
- 5時間から7時間かけて麦芽中の酵素がデンプンを糖に分解していきます。
- 分解が十分に進んだら、ゆっくりとろ過して澄んだ麦汁をつくります。
ビスケットみたいな豊かな良い香りがします
STEP2 発酵させる
組み合わせによる原酒のつくり分けポイント①
木桶発酵槽 × ステンレス発行槽 × 様々な酵母
ウイスキーは組み合わせは多様にわたり、味わいが無限になっていきます
- ろ過した麦汁を発酵槽に移して酵母を加えます。
- 3日間かけて酵母は麦汁の糖を更に分解してアルコールと炭酸ガスに変え、ウイスキー特有の香味成分を含んだ「もろみ」が作られます。
- 発酵の過程では細かい泡が立ち、やがて激しくなり、槽は一面純白の泡に包まれます。こぼれないように、酵母を入れてから半日ほどたつと泡切りを行います。
- 発酵が終わりに近づくと、液面が見えるようになり、泡の発生もおだやかになり澄んできます。
もろみの時点でのアルコール度数は7%です。
STEP3 蒸溜する
蒸溜の仕組みには、アルコールが約80度で沸騰する性質を利用します。
アルコールを含んだ蒸気を発生させ冷却することで液体化すれば、アルコールや香気成分などの水よりも揮発しやすい成分だけをとり出すことができます。
蒸溜釜は熱伝導率の良い銅製で、20-30年ほど手直ししながら使います。また、アルコールと銅が反応し、ウイスキーの不快な成分を還元するといわれています。
- 発酵によりつくられたもろみを、「ポットスチル(蒸溜釜)」に入れて加熱することでて初溜します。もろみの時点で7%だったアルコール度数は、初溜液(ローワイン)では約20%に上昇します。
- 再溜し、アルコール度数は60%程度の無色透明なモルトウイスキー、「ニューポット」をつくります。
どのタイプかはわかりませんが、ニューポッドを味見したら、確かに穀物感とまったり感がありました
STEP4 貯蔵する
蒸溜されたニューポッドは、樽に詰められ、貯蔵庫において熟成のピークへ向かって長期間じっくり寝かせられます。
創業当時の1923年に貯蔵されたウイスキーは、熟成のピークを迎えたため、樽からは取り出されてどこかで大事に眠っているそうです。
とても貴重なウイスキー、どなたがお飲みになるのでしょうね
貯蔵庫は空調設備はなく、壁が大変厚い場所です。そのため、中の空気の入れ替わりはゆっくりで、1か月前の空気が残っているといわれています。山崎の冬は最低気温0度、夏は34度ほどのようです。
樽熟成の環境によって、香味は複雑に変化していくため、100種類以上の味のつくりわけが可能になります。
STEP5 ブレンドする
様々な組み合わせによって作られたウイスキー原酒は、ブレンダーの手にわたります。
ブレンダーは原酒の熟成状況を毎日、多い時には200-300種類のチェックを行い、製品の特徴を満たした配合を決定していきます。
つまり、同じ銘柄のウイスキーでも、同じロットでなければ
味は全く異なる可能性がある、ということですね
ウイスキー豆知識
Angel’s Share
ウイスキーを熟成するプロセスにおいて、ウイスキーは木目を通して年間2-3%ずつ蒸散します。
この時、量が減って貯蔵庫を香らせる分のウイスキーを、中世のアイルランドやスコットランドでは””Angel’s Share”と呼んだのです。
当時の中世の人々は、空中に消えたウイスキーは天使への捧げものであると信じていたそうです。
樽の再利用
熟成樽は、1度ウイスキーの熟成に使うとそれで終わりではありません。
正の字を書いて状態を見極めながら、5-6回と再利用します。
ワインだと、ワイン樽の廃棄が問題になっていると聞いたので、エコだと思いました
ティスティング結果:それぞれの味わいと個人の好み
ブレンダーのティスティング方法 (参考)
- 背景を白い色にしたうえで、ウイスキーの色を見る。
- グラスを軽く回す。
- 香りを試してみる。
- 加水する、あるいは口に水を含む。
- ウイスキーを口に含む。

Whiskey Aroma
- ビートの香り
- フェノール様 / スモーキー
- エステルの香り
- fragrant / フルーティ / 酢酸エチル
- 穀物の香り
- トースト様 / cooked mushroom / トウモロコシ / モルトエキス
- 酵母の香り
- イースト / 海草様
- 樽の香り
- ウッディ / シェリー樽の香り / 熟成した木香
- 甘い感じ
- バニラ香 / はちみつ香
- ハーバル
- 干し草 / リーフ系 / スパイス
- 乳製品の香り
- チーズ / クリーミー / fatty
ウイスキーティスティング
青色の文章は、大山崎サントリー蒸溜所の公式見解です。
ホワイトオーク原酒:
大山崎サントリー蒸溜所限定。明るい黄金色で、長く寝かせても色は濃くならない。青リンゴ、トースト、バニラアイス、クッキー
水1滴入れたらよいと仰っていました
しかし、1滴の量を毎回均一にできる気がしなくて、それで味がぶれるくらいならストレートで飲みます
赤ワイン樽原酒:
大山崎サントリー蒸溜所限定。色は赤が出る。10年未満という若い期間で熟成のピークがくるタイプ。チェリー、もも、リンゴ、イチゴ
多分、味の深みと複雑みを出す要素だと思われます
サントリーシングルモルトウイスキー 山崎:
「ワイン樽貯蔵モルト」を使用し、「ミズナラ樽貯蔵モルト」など複数の原酒とヴァッティングし。それぞれの個性が重なり合うことで生まれた、やわらかく華やかな香り、甘くなめらかな味わい。
おいしいハイボールの作り方も教えていただきましたが、炭酸飲めないのでロックにして飲んでました
その他有料ティスティング
山崎12年構成原種(ミズナラ樽): 公式見解なし
サントリーシングルモルトウイスキー 山崎18年
奥行きのある、圧倒的な熟成感。酒齢18年以上のスパニッシュオーク樽熟成原酒を中心に、じっくりと後熟したフルボディタイプ。圧倒的な熟成感。
サントリーシングルモルトウイスキー 山崎25年
高貴な木香と複雑な甘さ、伸びのある深い余韻。ミズナラ樽をはじめ、スパニッシュオーク樽やアメリカンオーク樽で超長期熟成を重ねた酒齢25年以上のモルト原酒をブレンド。
結構飲んだ印象と公式見解が当たってました!(嬉しい!)
ミズナラと25年がおいしかったです
最後に
サントリー山崎蒸溜所のスタッフの方は、ジャパニーズウイスキーは、ぜひ和食と合わせてほしいと仰っていました。鳥井氏の夢は、かなったのではないかと思います。
最初に設定した以下の目標も、蒸溜所の見学によって無事達成することができました。
参考文献
島本町教育委員会, 詩歌としまもと 歌枕「水無瀬」をめぐって, 島本町文化財調査報告書第六集, 2004